
 Cuțite lamă fierăstrău
Cuțite lamă fierăstrău Cuțite siguranță Olfa
Cuțite siguranță Olfa Cuțite speciale patchwork
Cuțite speciale patchwork Cutii rupere lame Olfa
Cutii rupere lame Olfa Plăci taiere
Plăci taiere Rigle gradate Olfa
Rigle gradate Olfa Foarfece Olfa
Foarfece Olfa Razuitoare Olfa
Razuitoare Olfa Lanterne Nextorch de biciclete
Lanterne Nextorch de biciclete Lanterne frontale cap Nextorch
Lanterne frontale cap Nextorch Lanterne profesionale Nextorch
Lanterne profesionale Nextorch Lanterne tip breloc Nextorch
Lanterne tip breloc Nextorch Accesorii lanterne Nextorch
Accesorii lanterne Nextorch Lanterne frontale de cap
Lanterne frontale de cap Lanterne ATEX – Unilite
Lanterne ATEX – Unilite Lanterne Profesionale Unilite
Lanterne Profesionale Unilite Lanterne antiex
Lanterne antiex Lanterne frontale cap Cromwell
Lanterne frontale cap Cromwell Discuri abrazive polizat metal
Discuri abrazive polizat metal Discuri abrazive polizat inox
Discuri abrazive polizat inox Discuri polizat metal-inox 2in1
Discuri polizat metal-inox 2in1 Discuri polizat neferoase
Discuri polizat neferoase Discuri abrazive tăiat inox
Discuri abrazive tăiat inox Discuri abrazive tăiat metal
Discuri abrazive tăiat metal Discuri tăiat metal-inox 2in1
Discuri tăiat metal-inox 2in1 Discuri taiat neferoase
Discuri taiat neferoase Discuri taiat universale
Discuri taiat universale Corpuri abrazive
Corpuri abrazive Benzi abrazive
Benzi abrazive Ruluri textile
Ruluri textile Inele abrazive
Inele abrazive Coli abrazive
Coli abrazive Coli hidrorezistente
Coli hidrorezistente Perii lamelare cu tijă
Perii lamelare cu tijă Perii de sarma cupa
Perii de sarma cupa Discuri de slefuire autoadezive
Discuri de slefuire autoadezive Discuri lamelare
Discuri lamelare Discuri panza abraziva netesuta
Discuri panza abraziva netesuta Fibrodiscuri si suporturi
Fibrodiscuri si suporturi Mașini de carotat
Mașini de carotat Accesorii mașini carotat
Accesorii mașini carotat Mașini de tăiat podele
Mașini de tăiat podele Mese de taiere
Mese de taiere Mașini Tăiere perete
Mașini Tăiere perete Taiere cu fir diamantat
Taiere cu fir diamantat Presare/zdrobire
Presare/zdrobire Unități antrenare
Unități antrenare Burghie SDS MAX 4 muchii
Burghie SDS MAX 4 muchii Burghie SDS PLUS TCT 2 muchii
Burghie SDS PLUS TCT 2 muchii Burghie SDS-PLUS TCT cu 4 muchii
Burghie SDS-PLUS TCT cu 4 muchii Dalți
Dalți Spitzuri
Spitzuri Burghie
Burghie Seturi Așchietoare Metal și Lemn
Seturi Așchietoare Metal și Lemn Tarozi și Port Tarozi
Tarozi și Port Tarozi Bare rectificate din oțel rapid
Bare rectificate din oțel rapid Cuțite pentru strung
Cuțite pentru strung Cuțite romascon
Cuțite romascon Freze Cilindro-Frontale cu alezaj DIN 1880 – HSS
Freze Cilindro-Frontale cu alezaj DIN 1880 – HSS Seturi Freze Biax din Carburi Metalice
Seturi Freze Biax din Carburi Metalice Fir cu plumb magnetic
Fir cu plumb magnetic Clesti Combinati
Clesti Combinati Clesti varf semirotund
Clesti varf semirotund Clesti inele siguranta
Clesti inele siguranta Clesti cu tais lateral
Clesti cu tais lateral Clesti pentru tevi
Clesti pentru tevi Alte tipuri de clesti
Alte tipuri de clesti Scule Milwaukee
Scule Milwaukee Scule cu acumulatori
Scule cu acumulatori Accesorii scule electrice
Accesorii scule electrice Furtunuri
Furtunuri CUPLE, STUTURI RAPIDE AER
CUPLE, STUTURI RAPIDE AER Coliere furtunuri
Coliere furtunuri Cilindri hidraulici compacți
Cilindri hidraulici compacți Cilindri hidraulici cu profil redus
Cilindri hidraulici cu profil redus Cilindri hidraulici dublă acțiune
Cilindri hidraulici dublă acțiune Cilindri hidraulici simplă acțiune
Cilindri hidraulici simplă acțiune Cilindri hidraulici trăgători (pulling jack)
Cilindri hidraulici trăgători (pulling jack) Furtun hidraulic
Furtun hidraulic Pompe hidraulice manuale
Pompe hidraulice manuale Motounelte STIHL electrice sau pe benzina
Motounelte STIHL electrice sau pe benzina Motounelte si accesorii STIHL cu acumulator
Motounelte si accesorii STIHL cu acumulator Baghete sudură
Baghete sudură Cleme fixare orizontala cu actionare manuala
Cleme fixare orizontala cu actionare manuala Cleme fixare verticala cu actionare manuala
Cleme fixare verticala cu actionare manuala Cleme fixare cu carlig si actionare manuala
Cleme fixare cu carlig si actionare manuala Cleme de fixare tip push-pull
Cleme de fixare tip push-pull Accesorii fixare
Accesorii fixare Magneti de ridicare si manipulare
Magneti de ridicare si manipulare Magneti de aliniere si presare
Magneti de aliniere si presare Magneti pentru lucrari de mentenata
Magneti pentru lucrari de mentenata Magneti pentru sudare si aliniere
Magneti pentru sudare si aliniere Magneti pentru prindere sau agatare
Magneti pentru prindere sau agatare
 Creioane pentru marcaje sudura
Creioane pentru marcaje sudura Creioane Tamplarie
Creioane Tamplarie Creioane pentru Constructori
Creioane pentru Constructori
 Adezivi asigurarea filetelor
Adezivi asigurarea filetelor Adezivi fixare asamblari cilindrice
Adezivi fixare asamblari cilindrice Adezivi Instant
Adezivi Instant Lipire structurală
Lipire structurală Benzi adezive
Benzi adezive Curățitori
Curățitori Etanșanți pentru filete
Etanșanți pentru filete Lubrifianți
Lubrifianți Produse etanșare
Produse etanșare Produse reparatii de urgenta
Produse reparatii de urgenta Spray-uri tehnice
Spray-uri tehnice Spray-uri antistropi sudura
Spray-uri antistropi sudura Spume Poliuretanice
Spume Poliuretanice Etanșanți Siliconici
Etanșanți Siliconici Ancore Chimice – Adezivi fixare
Ancore Chimice – Adezivi fixare Pastă Tușat neregularități
Pastă Tușat neregularități Generatoare de curent
Generatoare de curent Echipamente transport, manipulare si ridicare
Echipamente transport, manipulare si ridicare VAC – Manșoane de adaptare din cauciuc cu reductie
VAC – Manșoane de adaptare din cauciuc cu reductie VDC – Manșoane de cuplare din cauciuc – drepte
VDC – Manșoane de cuplare din cauciuc – drepte VECR – Capace de închidere
VECR – Capace de închidere VPF – Coliere de izolare
VPF – Coliere de izolare VER – Coturi de cauciuc
VER – Coturi de cauciuc VSC – Manșoane de cuplare din cauciuc drepte cu colier de întărire din oțel
VSC – Manșoane de cuplare din cauciuc drepte cu colier de întărire din oțel VTR – Fitinguri ramificație din cauciuc
VTR – Fitinguri ramificație din cauciuc VWS – Inele de etanșare pentru trecerea prin perete
VWS – Inele de etanșare pentru trecerea prin perete VWS-570 – Inele de etanșare pentru racorduri de cămine
VWS-570 – Inele de etanșare pentru racorduri de cămine Benzi de reparat
Benzi de reparat Kit reparatii Doctorul de țevi – Extreme
Kit reparatii Doctorul de țevi – Extreme Capace de închidere interioare
Capace de închidere interioare Conectori exterior-interior pentru țevi
Conectori exterior-interior pentru țevi Reducătoarele multi-tuburi
Reducătoarele multi-tuburi




Freza pentru canelat cu coada conica – DIN 326 – HSSCo5%, 22x22x120 mm

287,50 lei
Freza pentru canelat cu coada conica – DIN 326 – HSSCo5%
Termen livrare 2 saptamani
😐 Stoc Furnizor, termen livrare
⛟ Livrare Gratuită pentru comenzi de peste 500 lei.
☎ Termenul de livrare al produsele cu stoc furnizor va fi comunicat sau confirmat telefonic.
✉ Pentru Ofertă Personalizată, sau Revânzare, completați această CERERE de OFERTĂ.
* Imaginile produselor listate pe site sunt cu titlu de prezentare
* Reducerea este aplicata pretului de lista recomandat
Freza pentru canelat cu coada conica – DIN 326 – HSSCo5%, 22x22x120 mm
![]()
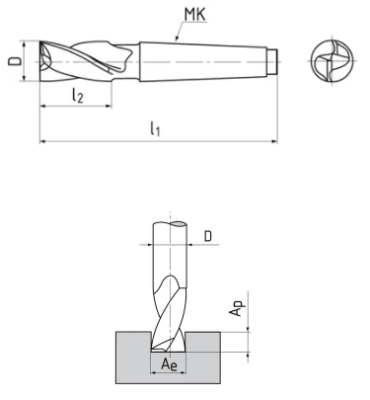
Unghi spira : 25°
Unghi de inclinare : 12°
Tip : N
Aschiere dreapta
Recomandat pentru otel ( ≤ 900 N/mm² ) si inox.
| D (e8) | MK | l1 | l2 | Z |
| 22 | 2 | 120 | 22 | 2 |
Conditii taiere
| Material | Strength | Ap | Ae | Vc | fz(mm/z) Ø 12 | Ø 16 | Ø 20 | Ø 25 | Ø 30 | Ø 40 | Ø 50 |
|---|---|---|---|---|---|---|---|---|---|---|---|
| P.1 | Free-cutting steels, general construction steels | ≤ 600 N/mm² | 0,5xD | 1xD | 45 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
| P.2 | General construction steels, steel castings | ≤ 850 N/mm² | 0,5xD | 1xD | 39 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
| P.3 | Tool steels low alloyed | ≤ 1100 N/mm² | 0,5xD | 1xD | 24 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
| P.4 | Heat treatable steels | ≤ 900 N/mm² | 0,5xD | 1xD | 30 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
| M.2 | Corrosion- and acid-proof steels | 750 – 850 N/mm² | 0,5xD | 1xD | 15 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
| N.2 | Aluminium cast alloys Si (Si ≤ 12%) | ≤ 600 N/mm² | 0,5xD | 1xD | 30 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
| N.4 | Coper-zinc alloys, copper-tin alloys | ≤ 800 N/mm² | 0,5xD | 1xD | 35 | 0.044 | 0.058 | 0.073 | 0.091 | 0.102 | 0.127 | 0.13 |
Brand
PTG
 01 Burghie
01 Burghie |  02 Alezoare tesitoare
02 Alezoare tesitoare |  03 Tarozi
03 Tarozi |
 04 Filiere
04 Filiere |  05 Freze
05 Freze |  06 Lame fierastrau
06 Lame fierastrau |
 07 Carote
07 Carote |  08 Cutite de strung
08 Cutite de strung |  09 Burghie beton
09 Burghie beton |
 10 Burghie lemn
10 Burghie lemn |  11 Carote bimetal
11 Carote bimetal |  12 Discuri diamantate
12 Discuri diamantate |
 13 Panze circular
13 Panze circular |  14 Panze fierastrau pendular
14 Panze fierastrau pendular |  15 Panze fierastrau sabie
15 Panze fierastrau sabie |
 Catalog Pentagon
Industrial Magnets
Catalog Pentagon
Industrial Magnets |  Catalog Pentagon
Magnifiers Industry& Trade
Catalog Pentagon
Magnifiers Industry& Trade |  Catalog Pentagon Produse
Diamantate-CBN Aplicatii Precizie
Catalog Pentagon Produse
Diamantate-CBN Aplicatii Precizie |
 Pliant PENTAGON
Product Finder
Pliant PENTAGON
Product Finder |  Catalog Pentagon
Scule Aschietoare
Catalog Pentagon
Scule Aschietoare | %20Solid%20Carbide%20Products.jpg) Catalog Pentagon
(SC) Solid Carbide
Products
Catalog Pentagon
(SC) Solid Carbide
Products |
 Product Finder
ALU PROGRAM
Product Finder
ALU PROGRAM |  Catalog Pentagon
ALU PROGRAM
Catalog Pentagon
ALU PROGRAM |  Catalog Pentagon - Tarozi si Filiere 2023
Catalog Pentagon - Tarozi si Filiere 2023 |
 Pliant Pentagon
Freze Carburi
Metalice
Pliant Pentagon
Freze Carburi
Metalice |  CatalogTruse Profesionale Pentagon CatalogTruse Profesionale Pentagon |  Pliant Aparate Indreptare, Detensionare, Preincalzire, Taiere Pliant Aparate Indreptare, Detensionare, Preincalzire, Taiere |
 Pliant Pentagon
Organe de Asamblare
Pliant Pentagon
Organe de Asamblare |  Pliant Pentagon
ITW Performance
Polymers
Pliant Pentagon
ITW Performance
Polymers |  Markere cu vopsea, markere cu cerneala si indicatori de temperatura
Markere cu vopsea, markere cu cerneala si indicatori de temperatura |
Fii primul care scrii o recenzie pentru „Freza pentru canelat cu coada conica – DIN 326 – HSSCo5%, 22x22x120 mm”
Trebuie să fii autentificat pentru a publica o recenzie.
Modalitatile de plata pentru produsele comandate de pe acest magazin online:
- Numerar la livrare, la curier. In general, la acestia se poate achita si cu cardul.
- Transfer bancar la Factura Proforma generata automat si primita pe email odata cu finalizarea comenzii.
- Cu cardul prin PayU
- Prin Credit TBI
Modalitati de livrare:
- cu Fan Courier la adresa specificata
- cu Sameday la adresa specificata
- cu Sameday Easybox la Locker-ul - ales
Se poate selecta si optiunea Deschidere colet, fara cost suplimentar.
Termenul de livrare de la noi este de 1-2 zile lucratoare si decurge de la data confirmarii incasarii, pentru comenzile achitate cu OP sau prin credit TBI si imediat pentru celelalte.
Pentru comenzi de peste 500 lei, transportul este gratuit in zona de livrare fara km exteriori.
In cazul in care doriti sa ridicati produsele comandate de la unul din punctele noastre de lucru, o puteti face cu cost 0 selectand una din aceste optiuni.
Puncte de lucru selectabile Galati, Otopeni, Timisoara, Constanta, Tulcea si Braila.
Adresele exacte le gasiti in sectiunea de CONTACT.
Asteptati sa fiti contactati pentru a ridica marfa de aici, deoarece in unele cazuri produsele trebuiesc aduse de la alte puncte de lucru.
Indiferent cum alegeti metoda de plata, veti primi pe email, in afara Notificarii de comanda si o Factura Proforma, chiar daca ati achitat deja cu cardul, sau urmeaza ramburs. Este o exemplificare a continutului Facturii viitoare, ce va fi emisa cu datele comunicate.
In cazul in care ne comunicati date de Facturare pentru persoane juridice, acestea vor avea intaietate, astfel ca documentele fiscale vor fi emise pe firma.
Atunci când în aceeași zi sunt mai multe comenzi, făcute de aceleași persoane/firme, la o singura adresă de livrare, acestea se vor unifica și elimina costul de transport dacă valoarea rezultata este peste 500 lei.
Poate ai nevoie și de...
-26%

🙂 În Stoc
-43%
🙂 În Stoc
-57%

🙂 În Stoc
-44%
🙂 În Stoc
-58%

🙂 În Stoc
-26%
🙂 În Stoc
-18%

🙂 În Stoc
-26%
🙂 În Stoc
Recenzii
Nu există recenzii până acum.