
-
×
 Carota HSS de 12x35mm cu prindere Weldon 95,63 lei (inclusiv TVA)
Carota HSS de 12x35mm cu prindere Weldon 95,63 lei (inclusiv TVA) -
×
 Combinezon pentru Industria Alimentara, marime L 117,22 lei (inclusiv TVA)
Combinezon pentru Industria Alimentara, marime L 117,22 lei (inclusiv TVA) -
×
 Set HB-20 - lame japoneze de 25 mm, 20 bucati, Olfa 55,77 lei (inclusiv TVA)
Set HB-20 - lame japoneze de 25 mm, 20 bucati, Olfa 55,77 lei (inclusiv TVA) -
×
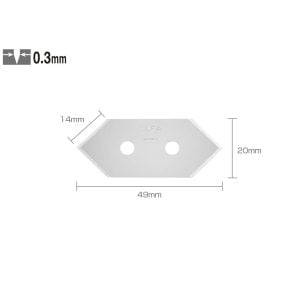 Set MCB-1 - lame japoneze decoratiuni, 5 bucati 43,14 lei (inclusiv TVA)
Set MCB-1 - lame japoneze decoratiuni, 5 bucati 43,14 lei (inclusiv TVA) -
×
Carota HSS de 17x30mm cu prindere Weldon 103,03 lei (inclusiv TVA)
-
×
 PIB45-1 - lama japoneza rotunda ondulata, de 45 mm, Olfa 56,05 lei (inclusiv TVA)
PIB45-1 - lama japoneza rotunda ondulata, de 45 mm, Olfa 56,05 lei (inclusiv TVA) -
×
Carota HSS de 12x30mm cu prindere Weldon 89,68 lei (inclusiv TVA)
-
×
 Set SKB-16/10B - lame japoneze cutite siguranta, 10 bucati, Olfa 80,37 lei (inclusiv TVA)
Set SKB-16/10B - lame japoneze cutite siguranta, 10 bucati, Olfa 80,37 lei (inclusiv TVA) -
×
 Roaba industriala LXT 18Vx2, cap. 300 kg, platforma, livrata fara acumulatori 27.683,59 lei (inclusiv TVA)
Roaba industriala LXT 18Vx2, cap. 300 kg, platforma, livrata fara acumulatori 27.683,59 lei (inclusiv TVA) -
×
 Manson de cuplare din cauciuc VDC75, 60-75mm 68,00 lei (inclusiv TVA)
Manson de cuplare din cauciuc VDC75, 60-75mm 68,00 lei (inclusiv TVA) -
×
 PRC-3 - cutit-cutter japonez, taiere perforata, Olfa 39,29 lei (inclusiv TVA)
PRC-3 - cutit-cutter japonez, taiere perforata, Olfa 39,29 lei (inclusiv TVA) -
×
 Tija Filetata DIN 975 GR 4.8 ZN, M30x1000 mm, zincata electrolitic 66,14 lei (inclusiv TVA)
Tija Filetata DIN 975 GR 4.8 ZN, M30x1000 mm, zincata electrolitic 66,14 lei (inclusiv TVA) -
×
 Set LBB-50 - lame japoneze negre de 18 mm, 50 bucati, Olfa 75,52 lei (inclusiv TVA)
Set LBB-50 - lame japoneze negre de 18 mm, 50 bucati, Olfa 75,52 lei (inclusiv TVA) -
×
 AK-5/5B - cutit-cutter japonez pentru decoratiuni, taiere fina, Olfa 39,80 lei (inclusiv TVA)
AK-5/5B - cutit-cutter japonez pentru decoratiuni, taiere fina, Olfa 39,80 lei (inclusiv TVA) -
×
 WAC-2 - cutit-cutter japonez, taiere ondulata, Olfa 38,72 lei (inclusiv TVA)
WAC-2 - cutit-cutter japonez, taiere ondulata, Olfa 38,72 lei (inclusiv TVA) -
×
 Maşină de frezat muchii cu acumulator GKF 12V-8 Professional (fara incarcator, fara acumulator) 936,14 lei (inclusiv TVA)
Maşină de frezat muchii cu acumulator GKF 12V-8 Professional (fara incarcator, fara acumulator) 936,14 lei (inclusiv TVA) -
×
 SK-16 - cuțit-cutter Siguranță japonez, cu lamă ascunsă, Olfa 44,14 lei (inclusiv TVA)
SK-16 - cuțit-cutter Siguranță japonez, cu lamă ascunsă, Olfa 44,14 lei (inclusiv TVA) -
×
 Set LBB-30B - lame japoneze negre de 18 mm, 30 bucati, Olfa 53,48 lei (inclusiv TVA)
Set LBB-30B - lame japoneze negre de 18 mm, 30 bucati, Olfa 53,48 lei (inclusiv TVA) -
×
 Tija Filetata DIN 976 INOX A4, M20x1000 mm 82,33 lei (inclusiv TVA)
Tija Filetata DIN 976 INOX A4, M20x1000 mm 82,33 lei (inclusiv TVA) -
×
 Combinezon Euro Work, marime XXXL 108,90 lei (inclusiv TVA)
Combinezon Euro Work, marime XXXL 108,90 lei (inclusiv TVA) -
×
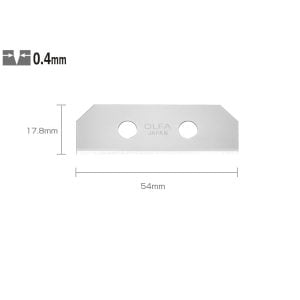
 Set SKB-2/5B - lame japoneze trapezoidale, 5 bucati, Olfa 10,13 lei (inclusiv TVA)
Set SKB-2/5B - lame japoneze trapezoidale, 5 bucati, Olfa 10,13 lei (inclusiv TVA) -
×
 RTY-4 - cutit-cutter japonez, lama rotunda de 18 mm, Olfa 25,81 lei (inclusiv TVA)
RTY-4 - cutit-cutter japonez, lama rotunda de 18 mm, Olfa 25,81 lei (inclusiv TVA) -
×
 Jacheta de ploaie IONA Classic, marime XXL 99,83 lei (inclusiv TVA)
Jacheta de ploaie IONA Classic, marime XXL 99,83 lei (inclusiv TVA) -
×
 Set SKB-8/10B - lame japoneze pentru SK-8, 10 bucati, Olfa 15,97 lei (inclusiv TVA)
Set SKB-8/10B - lame japoneze pentru SK-8, 10 bucati, Olfa 15,97 lei (inclusiv TVA) -
×
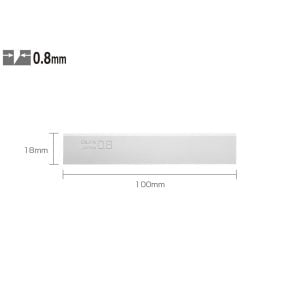 Set BS08-6B - lame japoneze pentru razuitor, 6 bucati, Olfa 45,50 lei (inclusiv TVA)
Set BS08-6B - lame japoneze pentru razuitor, 6 bucati, Olfa 45,50 lei (inclusiv TVA) -
×
 Cutit strung, pentru canelat, DIN 4981 - STAS 6383 - 20X12 - P30 17,30 lei (inclusiv TVA)
Cutit strung, pentru canelat, DIN 4981 - STAS 6383 - 20X12 - P30 17,30 lei (inclusiv TVA) -
×
 Set RB45-10 - lame japoneze rotunde de 45 mm, 10 bucati, Olfa 116,87 lei (inclusiv TVA)
Set RB45-10 - lame japoneze rotunde de 45 mm, 10 bucati, Olfa 116,87 lei (inclusiv TVA) -
×
 Set FWB-10 - lame japoneze negre foarte ascutite, de 12,5 mm, 10 bucati, Olfa 13,19 lei (inclusiv TVA)
Set FWB-10 - lame japoneze negre foarte ascutite, de 12,5 mm, 10 bucati, Olfa 13,19 lei (inclusiv TVA) -
×
 Wakefield Trousers, marime 40 86,21 lei (inclusiv TVA)
Wakefield Trousers, marime 40 86,21 lei (inclusiv TVA) -
×
 Set LBD-10 - lame japoneze de 18 mm, 10 bucati, Olfa 17,40 lei (inclusiv TVA)
Set LBD-10 - lame japoneze de 18 mm, 10 bucati, Olfa 17,40 lei (inclusiv TVA) -
×
 Piulite hexagonale cu autoblocare DIN 985 GR 8 ZN, M5, 500 bucati 28,48 lei (inclusiv TVA)
Piulite hexagonale cu autoblocare DIN 985 GR 8 ZN, M5, 500 bucati 28,48 lei (inclusiv TVA) -
×
 RB60-1 - lama japoneza rotunda de 60 mm, Olfa 23,81 lei (inclusiv TVA)
RB60-1 - lama japoneza rotunda de 60 mm, Olfa 23,81 lei (inclusiv TVA) -
×
 Set PRB28-2 - Lame japoneze rotunde, de 28 mm, taiere perforata, 2 bucati, Olfa 17,69 lei (inclusiv TVA)
Set PRB28-2 - Lame japoneze rotunde, de 28 mm, taiere perforata, 2 bucati, Olfa 17,69 lei (inclusiv TVA) -
×
 Tech 196 electronic IP65 de 122cm, nivelă cu 3 bule și display digital, Stabila 1.140,97 lei (inclusiv TVA)
Tech 196 electronic IP65 de 122cm, nivelă cu 3 bule și display digital, Stabila 1.140,97 lei (inclusiv TVA) -
×
 Set ASB-10S - lame japoneze de 9 mm din INOX, 10 bucati, Olfa 14,76 lei (inclusiv TVA)
Set ASB-10S - lame japoneze de 9 mm din INOX, 10 bucati, Olfa 14,76 lei (inclusiv TVA) -
×
 Set HOB-2/5 - lame japoneze tip cioc, 5 bucati, Olfa 46,71 lei (inclusiv TVA)
Set HOB-2/5 - lame japoneze tip cioc, 5 bucati, Olfa 46,71 lei (inclusiv TVA) -
×
 HOB-1 - lama japoneza tip carlig, Olfa 20,46 lei (inclusiv TVA)
HOB-1 - lama japoneza tip carlig, Olfa 20,46 lei (inclusiv TVA) -
×
 PRC-2 - cutit-cutter japonez, taiere perforata, Olfa 26,45 lei (inclusiv TVA)
PRC-2 - cutit-cutter japonez, taiere perforata, Olfa 26,45 lei (inclusiv TVA) -
×
Carota HSS de 14x30mm cu prindere Weldon 89,68 lei (inclusiv TVA)
-
×
Cutit strung, pentru canelat, DIN 4981 - STAS 6383 - 16X16 - P30 15,73 lei (inclusiv TVA)
-
×
 Subler mecanic cu surub, de 200 mm, 0,02 mm, reglare fina si indicator adancime 165,40 lei (inclusiv TVA)
Subler mecanic cu surub, de 200 mm, 0,02 mm, reglare fina si indicator adancime 165,40 lei (inclusiv TVA) -
×
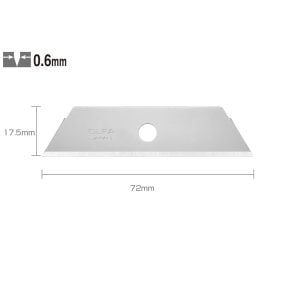
 UTC-1 - cutit-cutter industrial japonez, Olfa 34,23 lei (inclusiv TVA)
UTC-1 - cutit-cutter industrial japonez, Olfa 34,23 lei (inclusiv TVA) -
×
 Gheata de Protectie Slip On S2 Steelite, marime 34 176,21 lei (inclusiv TVA)
Gheata de Protectie Slip On S2 Steelite, marime 34 176,21 lei (inclusiv TVA) -
×
 Nivelă Laser Rotativă Orizontal Rugby 680 - Leica (conținut - cu receptor Rod Eye 120) 9.566,11 lei (inclusiv TVA)
Nivelă Laser Rotativă Orizontal Rugby 680 - Leica (conținut - cu receptor Rod Eye 120) 9.566,11 lei (inclusiv TVA) -
×
 RB45H-1 - lama japoneza rotunda rezistenta, de 45 mm, Olfa 20,25 lei (inclusiv TVA)
RB45H-1 - lama japoneza rotunda rezistenta, de 45 mm, Olfa 20,25 lei (inclusiv TVA) -
×
 Set LB-30B - lame japoneze de 18 mm, 30 bucati, Olfa 49,20 lei (inclusiv TVA)
Set LB-30B - lame japoneze de 18 mm, 30 bucati, Olfa 49,20 lei (inclusiv TVA) -
×
 Masina de tuns gazonul XGT 40Vmax, 53 cm, livrata fara acumulatori 5.068,69 lei (inclusiv TVA)
Masina de tuns gazonul XGT 40Vmax, 53 cm, livrata fara acumulatori 5.068,69 lei (inclusiv TVA) -
×
Set HB-5B - lame japoneze de 25 mm, 5 bucati, Olfa 17,40 lei (inclusiv TVA)
S-ar putea să te intereseze…
-
Add
 RTY-2/C galben - cutit-cutter japonez, lama rotunda de 45 mm, Olfa
39,72 lei
RTY-2/C galben - cutit-cutter japonez, lama rotunda de 45 mm, Olfa
39,72 lei -
Add
 Set PRB18-2 - lame japoneze rotunde, de 18 mm, taiere perforata, 2 bucati, Olfa
14,76 lei
Set PRB18-2 - lame japoneze rotunde, de 18 mm, taiere perforata, 2 bucati, Olfa
14,76 lei -
Add
 Set RB18-2 - lame japoneze rotunde de 18 mm, 2 bucati, Olfa
15,40 lei
Set RB18-2 - lame japoneze rotunde de 18 mm, 2 bucati, Olfa
15,40 lei -
Add
 Set RSKB-2/5B - lame japoneze trapezoidale, 5 bucati, Olfa
10,06 lei
Set RSKB-2/5B - lame japoneze trapezoidale, 5 bucati, Olfa
10,06 lei -
Add
 Set SKB-2/50B - lame japoneze trapezoidale, 50 bucati, Olfa
66,18 lei
Set SKB-2/50B - lame japoneze trapezoidale, 50 bucati, Olfa
66,18 lei
 Cuțite lamă fierăstrău
Cuțite lamă fierăstrău Cuțite siguranță Olfa
Cuțite siguranță Olfa Cuțite speciale patchwork
Cuțite speciale patchwork Cutii rupere lame Olfa
Cutii rupere lame Olfa Plăci taiere
Plăci taiere Rigle gradate Olfa
Rigle gradate Olfa Foarfece Olfa
Foarfece Olfa Razuitoare Olfa
Razuitoare Olfa Lanterne Nextorch de biciclete
Lanterne Nextorch de biciclete Lanterne frontale cap Nextorch
Lanterne frontale cap Nextorch Lanterne profesionale Nextorch
Lanterne profesionale Nextorch Lanterne tip breloc Nextorch
Lanterne tip breloc Nextorch Accesorii lanterne Nextorch
Accesorii lanterne Nextorch Lanterne frontale de cap
Lanterne frontale de cap Lanterne ATEX – Unilite
Lanterne ATEX – Unilite Lanterne Profesionale Unilite
Lanterne Profesionale Unilite Lanterne antiex
Lanterne antiex Lanterne frontale cap Cromwell
Lanterne frontale cap Cromwell Discuri abrazive polizat metal
Discuri abrazive polizat metal Discuri abrazive polizat inox
Discuri abrazive polizat inox Discuri polizat metal-inox 2in1
Discuri polizat metal-inox 2in1 Discuri polizat neferoase
Discuri polizat neferoase Discuri abrazive tăiat inox
Discuri abrazive tăiat inox Discuri abrazive tăiat metal
Discuri abrazive tăiat metal Discuri tăiat metal-inox 2in1
Discuri tăiat metal-inox 2in1 Discuri taiat neferoase
Discuri taiat neferoase Discuri taiat universale
Discuri taiat universale Corpuri abrazive
Corpuri abrazive Benzi abrazive
Benzi abrazive Ruluri textile
Ruluri textile Inele abrazive
Inele abrazive Coli abrazive
Coli abrazive Coli hidrorezistente
Coli hidrorezistente Perii lamelare cu tijă
Perii lamelare cu tijă Perii de sarma cupa
Perii de sarma cupa Discuri de slefuire autoadezive
Discuri de slefuire autoadezive Discuri lamelare
Discuri lamelare Discuri panza abraziva netesuta
Discuri panza abraziva netesuta Fibrodiscuri si suporturi
Fibrodiscuri si suporturi Mașini de carotat
Mașini de carotat Accesorii mașini carotat
Accesorii mașini carotat Mașini de tăiat podele
Mașini de tăiat podele Mese de taiere
Mese de taiere Mașini Tăiere perete
Mașini Tăiere perete Taiere cu fir diamantat
Taiere cu fir diamantat Presare/zdrobire
Presare/zdrobire Unități antrenare
Unități antrenare Burghie SDS MAX 4 muchii
Burghie SDS MAX 4 muchii Burghie SDS PLUS TCT 2 muchii
Burghie SDS PLUS TCT 2 muchii Burghie SDS-PLUS TCT cu 4 muchii
Burghie SDS-PLUS TCT cu 4 muchii Dalți
Dalți Spitzuri
Spitzuri Burghie
Burghie Seturi Așchietoare Metal și Lemn
Seturi Așchietoare Metal și Lemn Tarozi și Port Tarozi
Tarozi și Port Tarozi Bare rectificate din oțel rapid
Bare rectificate din oțel rapid Cuțite pentru strung
Cuțite pentru strung Cuțite romascon
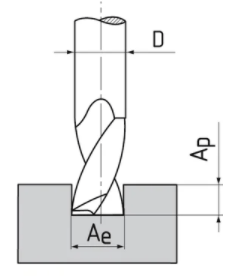
Cuțite romascon Freze Cilindro-Frontale cu alezaj DIN 1880 – HSS
Freze Cilindro-Frontale cu alezaj DIN 1880 – HSS Seturi Freze Biax din Carburi Metalice
Seturi Freze Biax din Carburi Metalice Foarfeci tabla
Foarfeci tabla Fir cu plumb magnetic
Fir cu plumb magnetic Chei reglabile
Chei reglabile Clesti Combinati
Clesti Combinati Clesti varf semirotund
Clesti varf semirotund Clesti inele siguranta
Clesti inele siguranta Clesti cu tais lateral
Clesti cu tais lateral Clesti pentru tevi
Clesti pentru tevi Alte tipuri de clesti
Alte tipuri de clesti Scule Milwaukee
Scule Milwaukee Scule cu acumulatori
Scule cu acumulatori Accesorii scule electrice
Accesorii scule electrice Furtunuri
Furtunuri CUPLE, STUTURI RAPIDE AER
CUPLE, STUTURI RAPIDE AER Coliere furtunuri
Coliere furtunuri Cilindri hidraulici compacți
Cilindri hidraulici compacți Cilindri hidraulici cu profil redus
Cilindri hidraulici cu profil redus Cilindri hidraulici dublă acțiune
Cilindri hidraulici dublă acțiune Cilindri hidraulici simplă acțiune
Cilindri hidraulici simplă acțiune Cilindri hidraulici cu talpa
Cilindri hidraulici cu talpa Cilindri hidraulici trăgători (pulling jack)
Cilindri hidraulici trăgători (pulling jack) Furtun hidraulic
Furtun hidraulic Pompe hidraulice manuale
Pompe hidraulice manuale Motounelte STIHL electrice sau pe benzina
Motounelte STIHL electrice sau pe benzina Motounelte si accesorii STIHL cu acumulator
Motounelte si accesorii STIHL cu acumulator Baghete sudură
Baghete sudură Cleme fixare orizontala cu actionare manuala
Cleme fixare orizontala cu actionare manuala Cleme fixare verticala cu actionare manuala
Cleme fixare verticala cu actionare manuala Cleme fixare cu carlig si actionare manuala
Cleme fixare cu carlig si actionare manuala Cleme de fixare tip push-pull
Cleme de fixare tip push-pull Accesorii fixare
Accesorii fixare Magneti de ridicare si manipulare
Magneti de ridicare si manipulare Magneti de aliniere si presare
Magneti de aliniere si presare Magneti pentru lucrari de mentenata
Magneti pentru lucrari de mentenata Magneti pentru sudare si aliniere
Magneti pentru sudare si aliniere Magneti pentru prindere sau agatare
Magneti pentru prindere sau agatare
 Creioane pentru marcaje sudura
Creioane pentru marcaje sudura Creioane Tamplarie
Creioane Tamplarie Creioane pentru Constructori
Creioane pentru Constructori
 Adezivi asigurarea filetelor
Adezivi asigurarea filetelor Adezivi fixare asamblari cilindrice
Adezivi fixare asamblari cilindrice Adezivi Instant
Adezivi Instant Lipire structurală
Lipire structurală Benzi adezive
Benzi adezive Curățitori
Curățitori Etanșanți pentru filete
Etanșanți pentru filete Lubrifianți
Lubrifianți Produse etanșare
Produse etanșare Produse reparatii de urgenta
Produse reparatii de urgenta Spray-uri tehnice
Spray-uri tehnice Spray-uri antistropi sudura
Spray-uri antistropi sudura Spume Poliuretanice
Spume Poliuretanice Etanșanți Siliconici
Etanșanți Siliconici Ancore Chimice – Adezivi fixare
Ancore Chimice – Adezivi fixare Pastă Tușat neregularități
Pastă Tușat neregularități Praf de creta
Praf de creta Sfoara de trasat
Sfoara de trasat Generatoare de curent
Generatoare de curent Echipamente transport, manipulare si ridicare
Echipamente transport, manipulare si ridicare VAC – Manșoane de adaptare din cauciuc cu reductie
VAC – Manșoane de adaptare din cauciuc cu reductie VDC – Manșoane de cuplare din cauciuc – drepte
VDC – Manșoane de cuplare din cauciuc – drepte VECR – Capace de închidere
VECR – Capace de închidere VPF – Coliere de izolare
VPF – Coliere de izolare VER – Coturi de cauciuc
VER – Coturi de cauciuc VSC – Manșoane de cuplare din cauciuc drepte cu colier de întărire din oțel
VSC – Manșoane de cuplare din cauciuc drepte cu colier de întărire din oțel VTR – Fitinguri ramificație din cauciuc
VTR – Fitinguri ramificație din cauciuc VWS – Inele de etanșare pentru trecerea prin perete
VWS – Inele de etanșare pentru trecerea prin perete VWS-570 – Inele de etanșare pentru racorduri de cămine
VWS-570 – Inele de etanșare pentru racorduri de cămine Benzi de reparat
Benzi de reparat Kit reparatii Doctorul de țevi – Extreme
Kit reparatii Doctorul de țevi – Extreme Capace de închidere interioare
Capace de închidere interioare Conectori exterior-interior pentru țevi
Conectori exterior-interior pentru țevi Reducătoarele multi-tuburi
Reducătoarele multi-tuburi





















%20Solid%20Carbide%20Products.jpg)










Recenzii
Nu există recenzii până acum.